
Продукты
- Горизонтальный V-образный пазовальный станок
- Вертикальный V-образный пазовальный станок
- Автоматическая четырехсторонняя машина для обработки V-образных канавок
- Принадлежности для V-образных канавок
- Металлообрабатывающая машина
- Машина для снятия заусенцев
- Машина для снятия заусенцев с тонких листов
- Машина для снятия заусенцев с абразивной ленты
- Машина для снятия заусенцев из углеродистой стали
- Машина для удаления заусенцев и чистки щеткой
- Ручная машина для снятия заусенцев
- Сборщик влажной пыли
- Машина для полировки и чистки заусенцев
- Машина для снятия заусенцев и снятия фасок
- Машина для мокрого удаления заусенцев и чистки щеткой
- Станок для снятия заусенцев, закругления кромок и полировки
- Станок для снятия заусенцев, чистки и закругления кромок из углеродистой стали
- Машина для сухого удаления заусенцев, чистки щеткой и полировки
- Машина для снятия заусенцев и чистки шлаковым молотком
- Режущая машина
- Пресс-тормоз







Гильотинные ножницы с ЧПУ
Гильотинные ножницы с ЧПУ JM — это широко используемое режущее устройство при обработке металлов, в первую очередь предназначенное для резки металлических листов различной толщины. Он работает путем приложения вертикального движения вниз верхнего лезвия к нижнему лезвию, создавая силу сдвига для достижения точной резки. В основном он используется для высокоточной резки металлических материалов, таких как стальные пластины, нержавеющая сталь и алюминиевые листы. Режущие машины широко применяются в таких отраслях, как машиностроение, автомобилестроение и производство электрооборудования. Метод резки гильотинными ножницами JM аналогичен «воротам», движущимся вверх и вниз. Используя гидравлическую или механическую передачу, верхний держатель лезвия перемещается линейно вниз по фиксированной направляющей (обычно вертикальной или под наклоном), чтобы резать металлические листы. Благодаря высокой точности резки он особенно подходит для резки толстых листов. Режущие станки JM предназначены для обработки листового металла и обеспечивают высокоточную резку, подходящую для различных металлических листов.
Модель:QC11Y-6×2500
Отправить запрос
Описание продукта

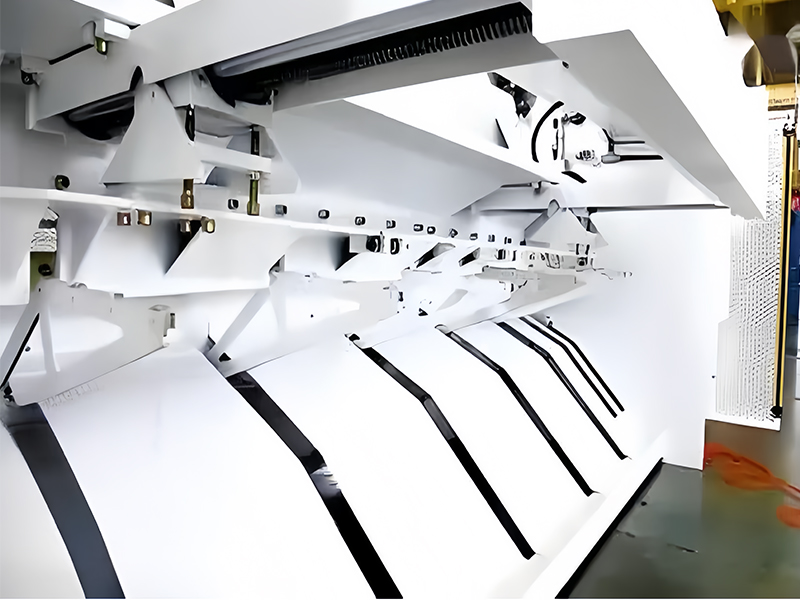
Гильотинная машина для резки
Идеальная стрижка:Гильотинные ножницы с ЧПУ QC11Y-6×2500 обеспечивают идеальную резку, эффективную и точную обработку различных металлических листов, обеспечивая гладкие края без заусенцев при каждом разрезе. Благодаря передовым технологиям и высокоточным системам управления он широко используется в таких отраслях, как машиностроение, обработка листового металла и автомобилестроение, для тонкой резки таких материалов, как стальные пластины, нержавеющая сталь и алюминиевые листы, отвечая высоким стандартам обработки.
|
Основной список конфигурации |
КоСистема управления: Нанкин Эстун (E21S) |
|
Внутренний шестеренный насос: USA Sunny |
|
|
Главный двигатель: Китай Weite Motor |
|
|
Уплотнительные компоненты: США Parker |
|
|
Основные электрические компоненты: Франция Шнайдер |
|
|
Лезвие:Китай SJ |
|
|
Шариковый винт: CХина Тайвань Хивин |


Система управления E21S
Система управления Estun E21S представляет собой специализированное устройство с ЧПУ, предназначенное для гильотинных ножниц и подходящее для широкого круга пользователей. Это значительно снижает стоимость режущего станка с ЧПУ, обеспечивая при этом высокую точность работы.
Задний датчик
Система заднего упора является ключевым компонентом оборудования для обработки листового металла, особенно гильотинных ножниц. Он отвечает за точное позиционирование заготовки, чтобы обеспечить точность и последовательность операций резки или гибки. Прочная конструкция конструкции способна выдерживать нагрузки при длительной эксплуатации, а линейные направляющие повышают стабильность движения и одновременно снижают износ с течением времени.

Пружинный цилиндр давления
Пружинный цилиндр давлениягильотинные ножницы — это компонент, используемый для стабилизации и поддержки материала, особенно во время процесса резки. Роль пружинного цилиндра давления заключается в том, чтобы обеспечить плотное прижатие материала иудерживается на месте во время резки, предотвращая смещение или деформацию, тем самым улучшаяing точность и безопасность резки.
QC11Y-6×2500 Гильотинные ножницы
|
Максимальная толщина пластины, поддающейся сдвигу (мягкая сталь) |
6,0 мм |
|
Максимальная толщина режущей пластины (нержавеющая сталь) |
3,0 мм |
|
Предел прочности пластины на сдвиг |
450-650 Н/мм2 |
|
Максимальная ширина пластины, поддающейся срезанию |
2500 мм |
|
Высота рабочего стола |
800 мм |
|
Ход заднего упора |
10-600 мм |

Случаи стрижки клиентов
Металлообрабатывающий завод столкнулся с проблемой обработки различных видов металлических материалов и стремился повысить эффективность производства при одновременном сокращении отходов. Для решения этой проблемы мы предоставили заводу гильотинные ножницы JM, оснащенные системой управления E21S и гидравлическим зажимом, гарантирующими, что каждая пластина остается стабильной и неподвижной во время процесса резки. После внедрения качество резки стабилизировалось, а точность повысилась на 10%. Почасовая эффективность производства увеличилась на 22%, а фабрика сэкономила материальные затраты за счет сокращения отходов. Производственный цикл клиента был сокращен, что позволило своевременно доставлять заказы и значительно повысить его конкурентоспособность на рынке.
Горячие Теги: Гильотинные ножницы с ЧПУ, Китай, Производители, Поставщики, Фабрика, Индивидуальные, Сделано в Китае, Дешево, Высокоэффективно, CE, Качество
Связанная категория
Отправить запрос
Пожалуйста, не стесняйтесь дать свой запрос в форме ниже. Мы ответим вам в течение 24 часов.
сопутствующие товары



